| �ޏͰ��ϺϽ��a���Ͻ��S���S�� |
 |
�r��196 Ԫ(�����) | �a�أ������ܿ��� |
| ������ӆ����1ǧ�� | �l؛�أ�������ȫ�� | |
| �ϼܕr�g��2023-12-11 20:31:44 | �g�[����132 | |
���Ϙ儓���ٲ����Q������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I���Y��I | |
| �����ИI����ɫ���ٺϽ� | ��Ҫ�͑������N�Cе�S | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:���� (С��) | �֙C:15938614066 |
�Ԓ: |
����: |
| �]��:15938614066@163.com | ��ַ:����ʡ�ܿ�����ˮ�h���f�l��կС�f�� |
|
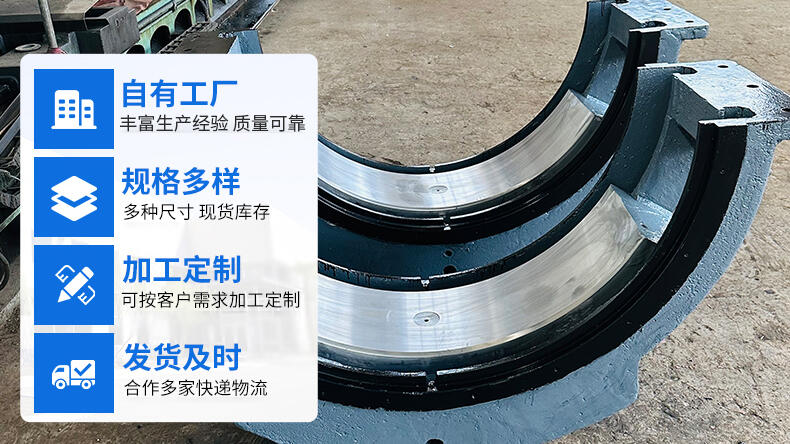
���Ϙ儓���ٲ����Q������˾����ޏͰ��ϺϽ��a���Ͻ��S���S�ס� ��������\�D�O��ͣ�C������ϺϽ��S�����ڹ��r��ӡ�ĥ�p��ԭ���p�ġ��p�ć��ص��S�ߓp�����_�S��ȫ����e��1/3�Ҿֲ�λ���S���c�S�ߚ��w�l�����x�����ԛQ���������⺸���p�ĵİ��ϺϽ��S���M���ޏ͡� һ.1.���S�ߺ����ޏ͵�Ҫ�� �ޏ͵ĺ����Ȳ����К�ס��A����δ�ۺϣ�1.���O���D�����������D�ٸߣ�3000r/minҪ���S���c�O���D���S������Գ����Ý�������Ҫ���C�������F�Ӱ��ϺϽ��S�ߏ��ȣ��Խ����D�ӕr�a���ļ��Б����� 2.�ޏͺ����Ҫ�֏�ԭʼ�ߴ硣 ��.��ǰ�ʂ� 1.���z���Ƃ� �������⺸������Դ�������ƶ��ɣ��S�ߵ��Y�Ϟ���ϺϽ���̖ZchSnSb11-6��һ�N���c�ܵͣ�240�棩ܛ���١��x�õĺ��z�c�S�߲�����ͬ��Ҋ�D2���z���ƺ�ʹ�õ���ȥ��ǣ���ȥ�������Ĥ�����ף����z���̎�ò���ʹ��ɰ����ɰ݆�� 2.�S�߱����̎�� �ͷ���������C�w�������R�r̎�ڝ������r֮�е��S�ߡ������ޏ͕r���@Щ�B�͵�������K�����g���ۺϣ��ʶ������J�������� �����ѓp�ĵ��S�����J��z�飬�_�������ޏͲ�λ�������S�߷��������мӟ���150-180�档��ȫ������S����δ�ۻ������^�Ჿλ֮��ʹ�����۽�����ϴ�������������Ĥ���������J����ϴ��֮�����õ���Ҫ�ޏͲ�λ��ȥ0.2-0.5mm̎�ú���S�ߑ������M�к����ޏ͡� ��.�S�ߺ����ޏ��^�� 1.�A�� �����ضȽ����S�кϽ��^�࣬�x�õĺ�����̖��H01-61̖���졣�S�����̎��֮��Ҫ�����ӟ���150-180�棬��������늠t�ϣ��Ԝp�����ں����ޏ͕r����s�ٶȣ��@�rҪע�������̎���^���S���������Ⱦ�� 2.�����ޏ�ˇ���� �����ٶ�58cm/minһ�κ�����810mm��34mmʩ��2-3�ӣ��⺸������0.02MPa���Ի��档���ӌ��g�ضȴ���150�档�S�ߚ��w��¶�ֲ���ϴ֮�����ڵ��F�ӡ�   |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178


