| �ˮ��ע��ģ��/�ɱ����� |
 |
�r��150000 Ԫ(�����) | �a�أ��㽭�_���� |
| ������ӆ����1�� | �l؛�أ��㽭�_���� | |
| �ϼܕr�g��2023-08-13 10:01:18 | �g�[����107 | |
�_�����S�rСϼģ������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI������С��� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�Сϼ () | �֙C:18857609316 |
�Ԓ: |
����: |
| �]��:422569987@qq.com | ��ַ:�㽭�S�r���ǹ��I�^18857609316 |
|
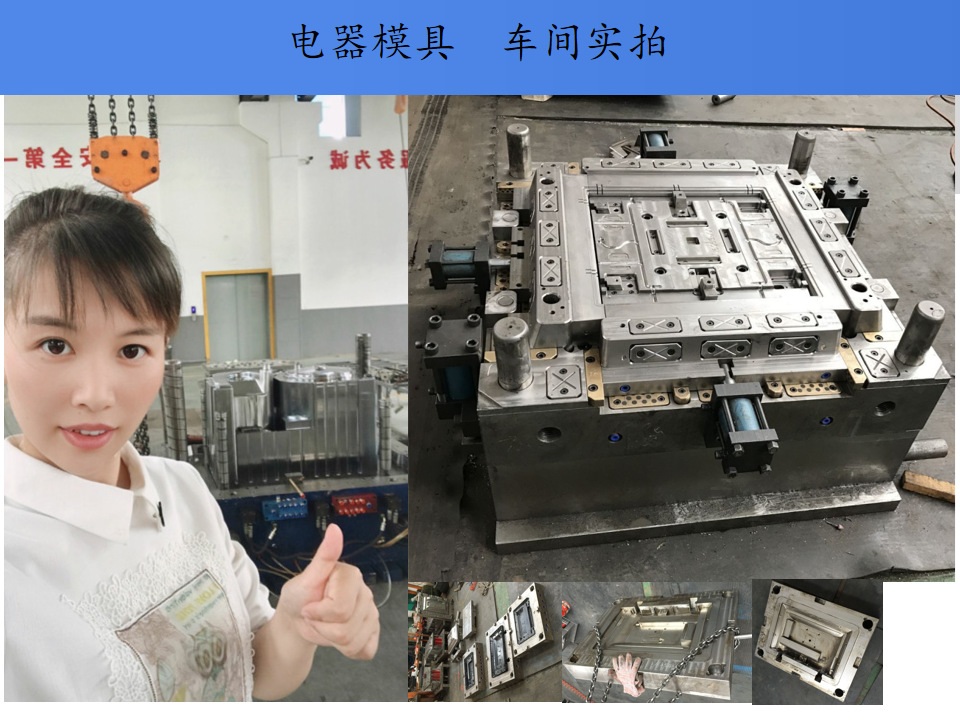
�ˮ��ע��ģ��/�ɱ�����
���ע��ģ��
��ܰ��ʾ������r��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100��

��������ضȻ���һ�������Ĝضȿ������o����ӟᡣ ������s�r�g�������k����ʹ�����^Сע�ڵ�ע�� �״���ԭ����ע���ס� �C��ע�����c���������档 �m���U�������İγ�б�ȡ� ע�ܼ�ȱ�ݵ����� ������������ע�ܼ������՚�������Ҋ����Ҳ�ɳ��F�ڲ����������С� �@�c������P�����ҳ��������տs�x�_ע�ܼ����Ķ����� ���ܳ��F���}��ԭ�� ģ��δ�����䡣 ֹ���y�IJ������\�С� ����δ�ص�� �A�ܻ�ע���ٶ��^�졣 ijЩ���ϑ��õ��O�����a�� ����ע�܉����� �����ݗU��ǰ�r�g�� �������ڜضȡ� ���ͻ�����ע���ٶȡ������猦�ǽY���w�����Ҫ����45%�ٶȣ��� �z��ֹ���y�Ƿ����_��o���\���� ���������ϵ����Ը��Ƹ���l�������Ϗص�� �m�������ݗU�D�ٺ���������ע���ٶȡ� ע�ܼ�ȱ�ݵ����� ע�ܼ��Π��cģǻ���Ƶ��s��ģǻ�Π��Ť���汾�� ���ܳ��F���}��ԭ�� ���������ע�ܼ������^���Ȳ������� ģ������ٶ����� ģǻ�����ϲ��㡣 ���Ϝض�̫�ͻ�һ�¡� ע�ܼ���픳��r̫�ᡣ ��s�����ӡ���ģ�ĜضȲ�һ�¡� ע�ܼ��Y������������ӏ������һ�棬������^�h���� ����ע�܉����� �p���ݗU��ǰ�r�g�� �������ڕr�g����������s�r�g������ģ�߃ȣ��������^���ע�ܼ���픳������������ˮ�У�38oC��ʹע�ܼ�������s�� ����ע���ٶȡ� �������Ϝضȡ� �m��������s�r�g�������s�l�����M���܄ӡ��� ģ��ģ��һ�¡� �������H��r�����S����r�� ��Ҋע�ܮaƷȱ�ݣ� 1�� ע���ٶȲ��㡣2�����϶�ȱ��3���ݗU���г̽Y��̎�]�����ݗU�|�ϡ�4���\�Еr�g׃����5�����ϸלض�̫�͡�6��ע�܉������㡣7�����첿�ֱ��⡣8����������ϸ���ļӟ��������\����9��ע�ܕr�g̫�̡�10�������N���϶������ϡ�11��ע�ܙC����̫С����ע���������ܻ���������12��ģ��̫�͡�13���]�������Ƀ�ģ�ߵķ��P�͡�14��ֹ�˭h�p�ģ������е����F��
���ڣ�2023-8-13 �x
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178