�Ҽ�ͨ | �����ИI(y��) | ������I(y��) ����Ҽ�ͨ��������p��! �����M(f��i)ע��(c��) ����ꑼҼ�ͨ
���O(sh��)�����(y��)
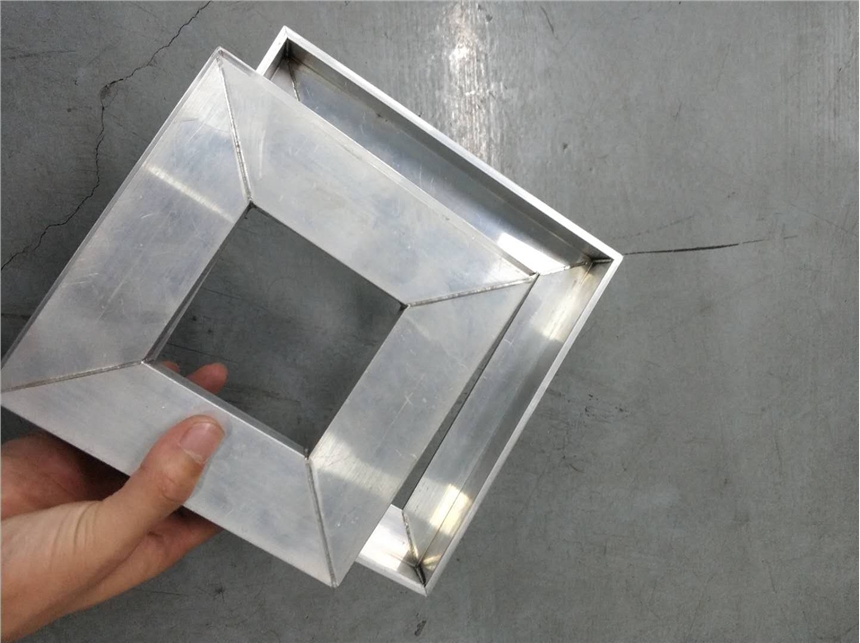
| �X��܌�(du��)�ӡ�ֱ�Ǻ��� �|ݸ���ŷǘ�(bi��o)���Ƽ��⺸���O(sh��)�� |
 |
�r(ji��)��10��0000 Ԫ(�����) | �a(ch��n)�أ��V�|�|ݸ |
| ������ӆ����1�_(t��i) | �l(f��)؛�أ��V�|�|ݸ | |
| �ϼܕr(sh��)�g��2020-03-28 11:20:22 | �g�[����790 | |
�|ݸ�����ż���Ƽ�����˾
 |
||
| ��(j��ng)�I(y��ng)ģʽ�����a(ch��n)�ӹ� | ��˾��ͣ���(g��)�w���̑� | |
| �����ИI(y��)�����⺸�әC(j��) | ��Ҫ�͑������⺸�ӹ����ӹ��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| (li��n)ϵ��:Ф (����) | �֙C(j��):18681098355 |
�Ԓ: |
����: |
| �]��:241837462@qq.com | ��ַ:�|ݸ���P���(zh��n)��У���h(hu��n)��·170̖(h��o)�R�����I(y��)�^(q��)A��2�� |
|
���⺸�әC(j��)��(du��)�X���X�Ͻ�ĺ��ӵ���Ҫ���y�����·��档 1�����ڹ����������_ʼ�r(sh��)�ķ����ʘO�ߣ����^(gu��)90%�����������ֲ���(w��n)���� 2���S���ضȵ����ߣ������X�е��ܽ�ȼ������ӣ����p���ձ��������ס� 3���X�Ͻ�ĺ��ӽ��^ܛ����r��(y��n)�أ����p��(qi��ng)��ϵ��(sh��)������ĸ�ġ� 4���X�Ͻ�������ܻ���B(t��i)�±��揈��С�������װ��ݡ�
�O(sh��)�䅢��(sh��)�� �O(sh��)����̖(h��o) ZXL-1000W ����ݔ������ 1000W ���Ⲩ�L(zh��ng) 1080nm �������� 0.1-300J(�B�m(x��)���{(di��o)) ���}�_���� 0.1ms-20ms ������ȣ� 0.1-2.5mm �}�_�l�� 1000-10000HZ ���C(j��)���� 4KW �Դݔ�� 220V/380V ��s��ʽ ˮ��/��ѭ�h(hu��n)ˮ ���C(j��)�ߴ� 1450 X 680 X 1100mm ���w��̖(h��o) ����SI200/SI300/SI400/SI600�����x��)
����(du��)�ڂ��y(t��ng)�����O(sh��)�䣬���w�����������|(zh��)���á��w�eС�����ȸߡ�����D(zhu��n)�QЧ�ʸߡ��ں������M(f��i)���Ӯa(ch��n)Ʒ���X�Ͻ�Y(ji��)��(g��u)���r(sh��)���܉�ܺõر�����y(t��ng)���������ӕr(sh��)���ڵ�һЩȱ�ݺ͆��}���ڴˌ����w�������������M(f��i)���Ӯa(ch��n)Ʒ�X�Ͻ�Y(ji��)��(g��u)���ϑ�(y��ng)�ÏV�����}�_�������M(j��n)�Ќ�(du��)���о����Դ_�����w�������Ƿ��܉�ɹ���(y��ng)���ڴ�a(ch��n)Ʒ�ϡ�
��(qi��ng)�Ⱥͷ�(w��n)����
�����Ѽy��(hu��)���@���ͺ��ӽ��^�ď�(qi��ng)�ȣ���(du��)�a(ch��n)Ʒ�Č�(sh��)���ԺͿɿ����о�Ӱ푣��Ǻ��ӵ�ȱ��֮һ���X�Ͻ��}�_�����c(di��n)���r(sh��)���Ѽy��Ӱ푺��ӏ�(qi��ng)�ȵ�һ��(g��)��Ҫ���أ������Ѽy�IJ��ɱ������Լ���Ҏ(gu��)���ԣ�����X�Ͻ��c(di��n)���ď�(qi��ng)���h(yu��n)�h(yu��n)���ڲ��ϱ����ď�(qi��ng)�ȣ����Ҹ���(g��)���Ӯa(ch��n)Ʒ֮�g�ď�(qi��ng)�ȲҲ�ܴ�(w��n)�����^������w�������B�m(x��)���ӷ�ʽ�����X�Ͻ��܉���⺸���Ѽy�Įa(ch��n)������Ч��ߺ��p�ď�(qi��ng)�Ⱥͷ�(w��n)���ԡ�
���w���������}�_����������ͬһ�X�Ͻ�a(ch��n)Ʒ�ĺ��������M(j��n)�Ќ�(du��)�ȡ���(j��ng)Ӌ(j��)�㣬���w��������ƽ���������}�_��������3.9������������(sh��)��(j��)�Ę�(bi��o)��(zh��n)ƫ��ֻ���}�_��������1/3���Y(ji��)�ψD3�Ľ��������֪�����w�������ĺ��p�Y(ji��)�ϲ�λ�Č��ȱ��}�_�c(di��n)��С�ö࣬�����������_(d��)���}�_�������Ľ�4�����@����?y��n)飺�?span>1 �����w���������p���L(zh��ng)�ȷ������������죬��(sh��)�H����Ч�Y(ji��)����e�������}�_���c(di��n)С����2���}�_���c(di��n)�Ě���Ѽy�Ⱥ���ȱ������亸�ӏ�(qi��ng)���h(yu��n)����ĸ�ď�(qi��ng)�ȣ������w���������p�ď�(qi��ng)�Ƚӽ�ĸ�ġ���ˣ����w�������ں���ԓ��ͮa(ch��n)Ʒ�r(sh��)������}�_�������܉���Ч��ߏ�(qi��ng)�Ⱥͷ�(w��n)���ԡ�
����Ч�� ���ڹ��w�������p���������������}�_�����c(di��n)�����@����ߺ���Ч���ṩ�˿��g��ͨ�^(gu��)�pС���p�l��(sh��)�ͺ��p�L(zh��ng)�ȣ��܉����^�ߵĺ���Ч�ʗl���£���(sh��)�F(xi��n)�c�}�_�����c(di��n)����ͬ�������ߵĺ��������� �ڌ�(sh��)�H�����^(gu��)���У�ͨ�^(gu��)���탞(y��u)�����Ӆ���(sh��)�����p�l��(sh��)���L(zh��ng)���Լ�����λ�õȣ����w�������ֶ��B�m(x��)�p����ˇ��ȫ�������ԭ�е��}�_�����c(di��n)����ˇ������(j��)��(sh��)�H���a(ch��n)�еĽy(t��ng)Ӌ(j��)��(sh��)��(j��)��ԓ��ˇ�@����ԭ���}�_�����c(di��n)����ˇ3�����ϵ����a(ch��n)Ч�ʣ�ͬ�r(sh��)��������������ߵ�ԭ���}�_�����c(di��n)����ˇ��1.5�����ϡ�
����׃�� �X�Ͻ���Ûϵ��(sh��)���a(ch��n)������׃�Ρ����⺸���X�Ͻ��׃��������(du��)�^С�������ں���IT��(g��u)����̶ܳ��^�ߵĮa(ch��n)Ʒ�r(sh��)����ʹС��׃����Ȼ��(hu��)�a(ch��n)���^���Ӱ푣���Ҫ�M(j��n)���A(y��)�����ơ�һ����Â��y(t��ng)�B�m(x��)�������M(j��n)�пp���ğ�ݔ������Ҫ�����}�_�����c(di��n)�������׃����Ҳ��(hu��)���}�_�����c(di��n)�������w���������ھ��Ѓ�(y��u)���Ĺ����|(zh��)������߸�С�����������У��܉��Ը�����ٶȺ�С�ğ�ݔ�����M(j��n)�к��ӣ���ˮa(ch��n)Ʒ׃������(du��)���y(t��ng)�B�m(x��)��������С�� ���ڹ��w�����������������c(di��n)��ͬ�r(sh��)���w�����������X�Ͻ�IT��(g��u)���a(ch��n)Ʒ�r(sh��)�ď�(qi��ng)���h(yu��n)�����}�_��������ͨ�^(gu��)���탞(y��u)�����w�������ĺ��Ӆ���(sh��)�����p�l��(sh��)�����p�L(zh��ng)���Լ��ֲ�λ�ã��ڝM�㹤���ď�(qi��ng)��Ҫ���ͬ�r(sh��)���p���˺����^(gu��)����ע�빤�������w���������_(d��)���M(j��n)һ���pС�������ӟ�׃�ε�Ŀ�ġ���(j��ng)�y(c��)�������w�������p�����������w����׃���������}�_�����c(di��n)��3.5%������(du��)�}�_�����c(di��n)����ˇ������@���܉�M�㌍(sh��)�H����
|
| ���(qu��n)����������չʾ����Ϣ�ɕ�(hu��)�T�����ṩ����(n��i)�ݵ��挍(sh��)�ԡ���(zh��n)�_�ԺͺϷ����ɰl(f��)����(hu��)�Tؓ(f��)؟(z��)���C(j��)�֮�Ҍ�(du��)�˲��Г�(d��n)�κ�؟(z��)�Ρ� �������ѣ���Ҏ(gu��)��ُ(g��u)�I�L(f��ng)�U(xi��n)�����h����ُ(g��u)�I���P(gu��n)�a(ch��n)Ʒǰ��(w��)�ش_�J(r��n)����(y��ng)���Y�|(zh��)���a(ch��n)Ʒ�|(zh��)���� |

�C(j��)�֮�ҾW(w��ng) - �C(j��)��ИI(y��)��(qu��n)���W(w��ng)�j(lu��)����ý�w
�P(gu��n)���҂� | (li��n)ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ��(hu��)�T���� | ���M(f��i)朽�Copyright 2011 jdzj.com All Rights Reserved���g(sh��)֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ��(hu��)����/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ��(hu��)����/�����B�ӣ�0571-87774298
�W(w��ng)վ����(w��)��ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C(j��)7)
�W(w��ng)վ��(j��ng)�I(y��ng)�S���C:��B2-20080178