| YT14�Ͻ��^|YT15�Ͻ��^|YT5�Ͻ��^��̖ |
 |
�r��2.9 Ԫ(�����) | �a�أ�������ɽ�^ |
| ������ӆ����1Ƭ | �l؛�أ��ӱ����_�� | |
| �ϼܕr�g��2019-07-11 15:04:54 | �g�[����454 | |
��ӿh���@Ӳ�|�Ͻ��S
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I���Y��I | |
| �����ИI��Ӳ�|�Ͻ��^ | ��Ҫ�͑����Cе�ӹ� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�ܽ��� (����) | �֙C:15932194710 |
�Ԓ: |
����: |
| �]��:594302016@qq.com | ��ַ:��ӿh |
|
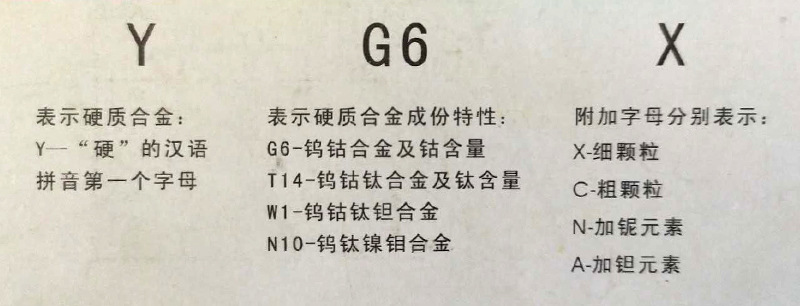
Ӳ�|�Ͻ�Ƭ��̖��ʾ�������D��
�u���Ӳ�|�Ͻ� ��Ҫ�ɷ���̼���u��̼���TiC����⒡�����̖�ɡ�YT������Ӳ������֝h�Zƴ�����ף���̼���ƽ�������M�ɡ� ���磬YT15����ʾƽ��̼���TiC��=15%��������̼���u��Ⓔ������u���Ӳ�|�Ͻ� �u��g��≣��Ӳ�|�Ͻ� ��Ҫ�ɷ���̼���u��̼���̼���g����̼��≣���⒡��@�Ӳ�|�Ͻ��ַQͨ��Ӳ�|�Ͻ�� ��Ӳ�|�Ͻ� ����̖����YW������Ӳ�������f�����֝h�Zƴ�����ף������̖�M�ɣ��� YW1�� �u��Ӳ�|�Ͻ� ��Ҫ�ɷ���̼���u��WC����ճ�Y��⒣�Co���� ����̖������YG������Ӳ��⒡����֝h�Zƴ�����ף���ƽ��������İٷ֔��M�ɡ� ���磬YG8����ʾƽ��WCo=8%��������̼���u���u��Ӳ�|�Ͻ�
Ӳ�|�Ͻ��^��̖��ʾ�������D��
���IƷ�ƣ������@ʯ��|��ؕ�L����|������@��|�ȶ��Ʒ�ƣ�
���I�aƷ��Ӳ�|�Ͻ�Ƭ|Ӳ�|�Ͻ��^| 4160511㊵�Ƭ|���ӵ��^|���ص�Ƭ|���|�Vɽ����a�S��
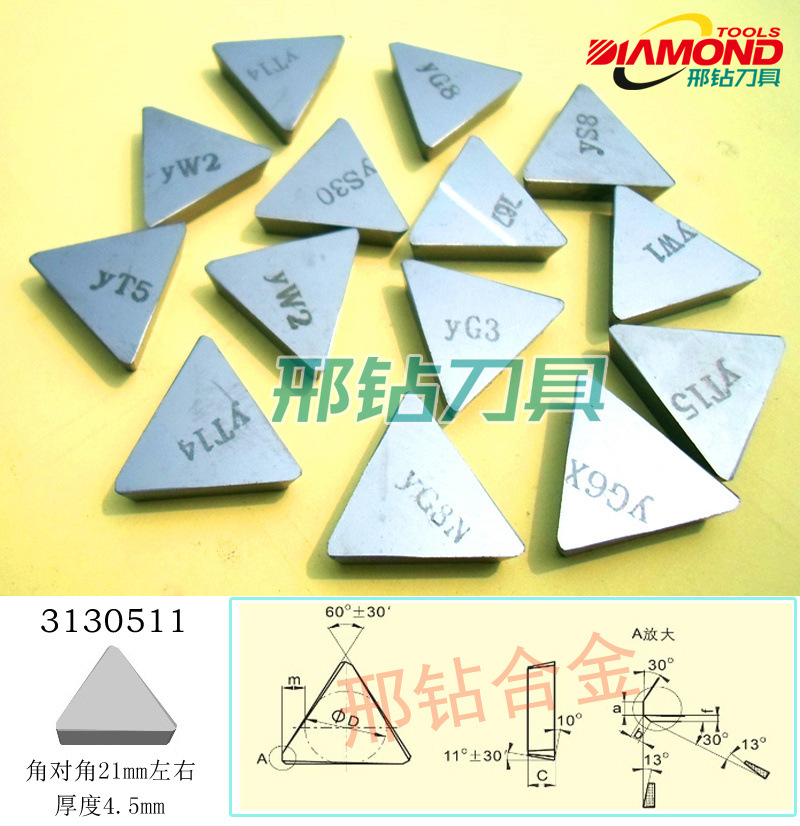
Ӳ�|�Ͻ���Ҫ���|����̖����YT14 YT15 YT5 YW1 YW2 YG6 YG8 YS25 YS30 YW3 YT05 YT30 YC201 YM201 YC35 YC45 YD15 YS8 YS2T YG3 YG3X YG6A YG6X YG8N YD201 YT14Z
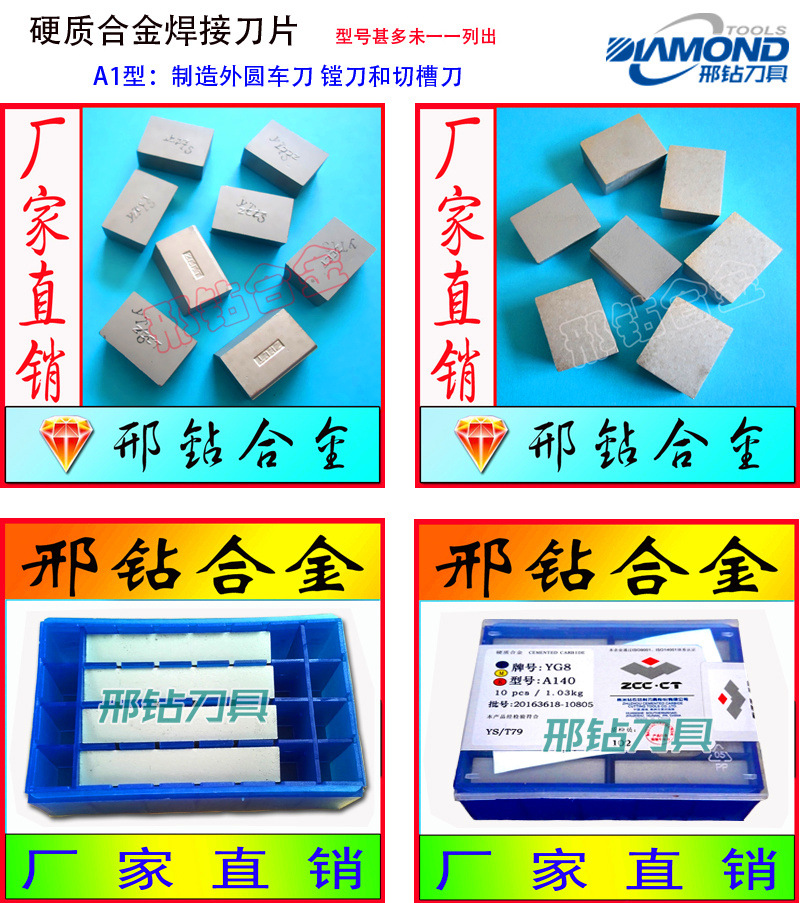
܇��Ӳ�|�Ͻӵ�Ƭ��Ҫ�N�
A1������������A܇�����M�����в۵���Ҫ��̖�У�A110/A112/A114/A116/A118/A118A/A120/A122/ A122A/A125/A125A/A130/A136/A140/A150/A160/A170.
A1��Ӳ�|�Ͻ��^��̖�ߴ����D��
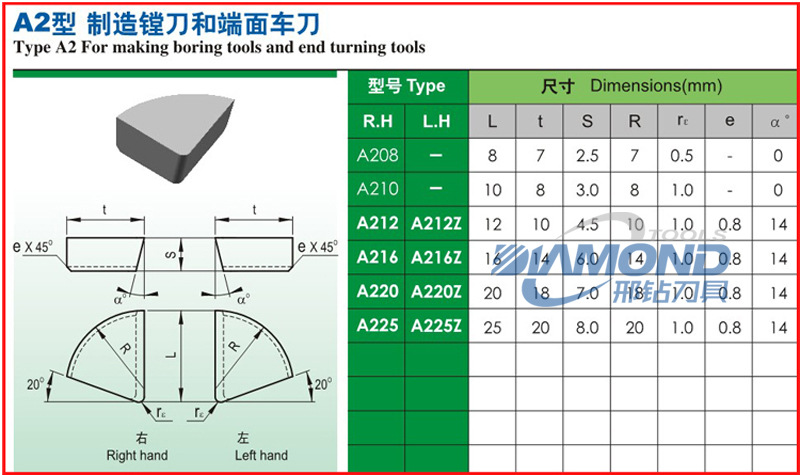
���������M���Ͷ���܇���ȿ�Ƭ--��Ҫ��̖�У�A212/A216/A220/A225/A212Z/A216Z/A220Z/A225Z
A2��Ӳ�|�Ͻ��^��Ƭ����;:
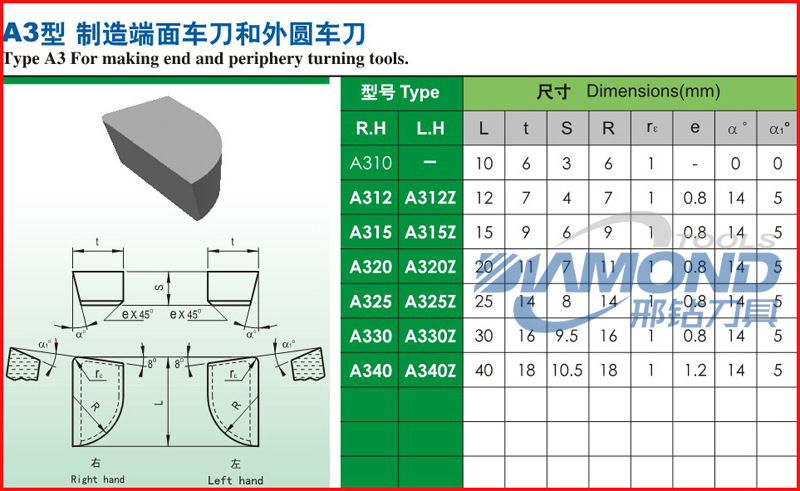
A3�������������܇������A܇����̖�У�
A312/A315/A320/A325/A330/A340/A312Z/A315Z/A320Z/A325Z/A330ZA340Z
A3��Ӳ�|�Ͻ�Ƭ��̖�ߴ�/�Π�L*��*�����D��
A4��Ӳ�|�Ͻӵ�Ƭ��̖��A416/A420/A425/A430/A430A/A440/A440A/A450/A450A/A416Z/ A420Z/A425Z/A430Z/A430AZ/A440AZ/A450A/A450AZ
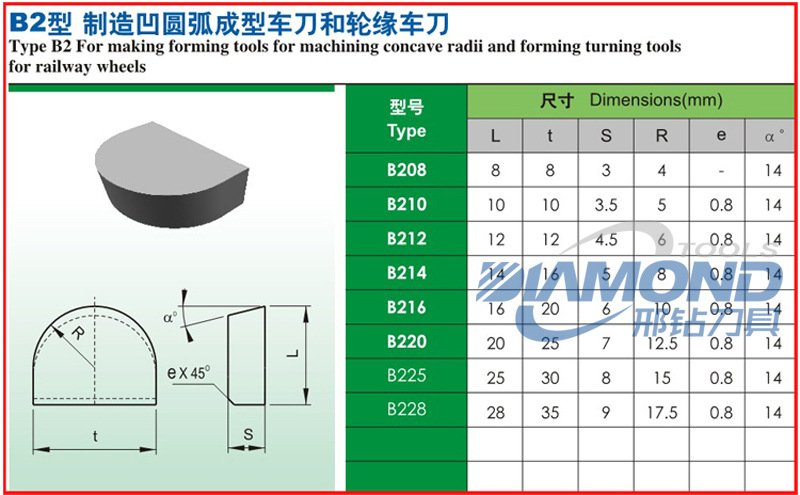
B2��Ӳ�|�Ͻ��^�S��/Ӳ�|�Ͻ�Ƭ����/���x/�f�����D��B212/B214/B216/B220/B225/B228
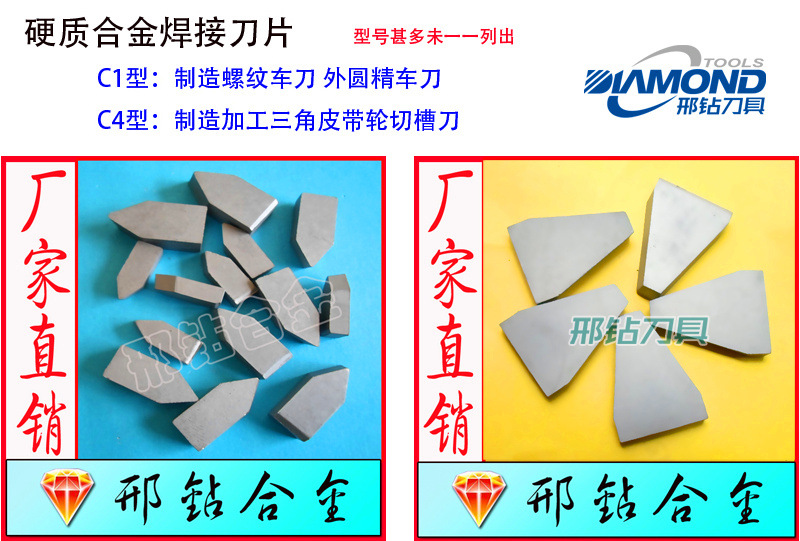
C1�����������ݼy܇������A��܇����C116/C120/C122/C125
C1��Ӳ�|�Ͻӵ��^��̖/�Π�/�ߴ�/��;���D��
C3��Ӳ�|�Ͻ��Д൶�в۵������;��C303/C304/ C305/C306/C308/C310/C312/C316
D2��Ӳ�|�Ͻ�����Ƭ���^��̖��ȫ/���/�˜ʳߴ����D212/D212A/D214/D214A/D216/D216A/D218 D218A/D220/D222/D222A/D224/D226/D228/D228A/D230/D232/D232A/D236/238/D240/D246
㊴�Ӳ�|�Ͻ�㊵�Ƭ��Ҫ��̖��4160511 4160511A 4160511Z 4160511-ZC 4XH16Y 4XH16R 3130511 3XH13Y 4130511 4190511 3070511 3100511 3070511 3100511 4130511 XC161008��
����ע���������̖����̖���࣬�Wվδ��һһ�г�������Ҫ����Ҏ����̖�ĺ��ӡ��C�A�����ص�Ƭ��Ո���ԣ��N���ˆT�������r���͡�
Ӳ�|�Ͻ�������Ƭ��̖�����ܣ�
YT15��̖�f�� (P10)Ӳ�ȡ�91.0��ĥ�ԃ���YT15���Ӳ�|�Ͻ��������_���g���^YT5�Ӳ�|�Ͻ�ƬӲ�� ��Ҫ��;���m��䓣��T䓣��Ͻ������������İ뾫�ӹ���С�������澫�ӹ�.
YT14��̖�f��(P20)Ӳ�ȡ�91.5Ӳ�|�Ͻ�Ƭ����ʹ�Ï��ȸߣ����_���Ϳ����Ժã�������YT5Ӳ�|�Ͻ�Ƭ����������ĥ���^YT5�ã���Ҫ��;���m��̼����c�Ͻ���B�m�����r�Ĵ�܇��㊣��g�������r�İ뾫܇�;�܇��
YT5��̖�f�� (P30)Ӳ�ȡ�90.0���u�⁺Ͻ��Џ��ȣ���Ӳ�|�Ͻ�Ƭ�������ձ������_���������� ��������ĥ���^��m��̼����c�Ͻ�䓣�����呼����_�������T�F��Ƥ���g�������r�Ĵ�܇���ٰ뾫�١�
YW1��̖�f�� (M10)Ӳ�|�Ͻ�ƬӲ����91.5�tӲ���^�ã��ܳ���һ���ĵě_��ؓ�ɣ���ͨ�����^�õĺϽ�.Ӳ�|�Ͻ�Ƭ��̖�����m���͟�䓸��i䓲��P䓵��y�ӹ�䓲ĵļӹ���Ҳ�m����ͨ䓺��T�F�ļӹ�.
YW2��̖�f�� (M20)Ӳ�|�Ͻ��^Ӳ����91.0��ĥ�ԃH����YW1Ӳ�|�Ͻӵ��^������ʹ�Ï����^�ߣ��ܳ����^��ě_��ؓ�ɣ�Ӳ�|�Ͻӵ�Ƭ��;���m���͟�䓸��i䓲��P䓼� ���Ͻ�䓵Ĵּӹ��뾫�ӹ���Ҳ�m����ͨ䓺��T�.
YG6��̖�f�� (K15K20)Ӳ�ȡ�90��ĥ���^�ߣ�������YG3�����_�������ӱ�YG3X��á��m���T�F����ɫ���ټ��Ͻ𣬷ǽ��ٲ����е������ٶȵİ뾫�ӹ��;��ӹ���
YG8��̖�f�� (K30)Ӳ�ȡ�89.5 YG8Ӳ�|�Ͻ��^ʹ�Ï��ȸߣ����_�����������^Ӳ�|�Ͻӵ�Ƭ��̖YG6�ã�����ĥ�Ժ����S�������ٶ��^�͡����ӵ�ƬҎ��������;���m���T�F����ɫ���ټ��Ͻ𣬷ǽ��ٲ��ϵ��ٴּӹ���
YT30��̖�f�� (P05)Ӳ�ȡ�92.5��ĥ�Ժ��\�е������ٶ��^YT15����Ӳ�|�Ͻ�Ƭ�S�Ҙ˜ʳߴ�����ʹ�Ï��ȿ��_���g���^��m��̼����c�Ͻ�䓵ľ��ӹ�����С����ľ�܇���M�����U��.
YG3X��̖�f�� (K01)�Ͻ��^Ӳ��������91.5���u�⁺Ͻ�����ĥ�� �����Ͻ��^���a�S�����_���g���^���̖�c��;�m���T�F��ɫ���ټ���Ͻ����䓣��Ͻ��С����ĸ��پ��ӹ�.
YG3Ӳ�|�� ̖���x (K05)Ӳ�ȡ�90.5��ĥ�ԃH����YG3XӲ�|�Ͻӵ�Ƭ�����_���������^ ��Ӳ�|�Ͻӵ�Ƭ�����m���T�F��ɫ���ټ���Ͻ��B�m�����r�ľ�܇�뾫܇����܇�ݼy�c�U��
YG6A��̖�f��(K10)Ӳ�ȡ�91.5Ӳ�|�Ͻ�����ܷ���ټ��w���Ͻ���ĥ�Ժã��m����Ӳ�T�F����ɫ���ټ���Ͻ�İ뾫�ӹ������m�����䓺Ͻ�䓵İ뾫�ӹ������ӹ�Ӳ�|�Ͻ��^�N���
YS25Ӳ�|�Ͻ��S����̖�f��(P25)Ӳ�ȡ�90.5�m��̼��䓣��T䓣����i䓣��ߏ���䓵ļ��Ͻ�䓵Ĵ�܇�������������
YG6XӲ�|�� ̖����;(K10)Ӳ�ȡ�91.0�m�ںϽ��T�F.��ͨ�T�F�ľ��ӹ����뾫�ӹ���
YS8��̖�f��(M05)Ӳ�ȡ�92.5Ӳ�|�Ͻ�Ƭ�m�����F����懻��ߜغϽ𣬸ߏ���䓵ľ��ӹ�����Ӳ�T�F���͟�P䓡����i䓡����䓵ľ��ӹ���Ӳ�|�Ͻ�����
YG8N��̖�f��(K20K30)Ӳ�ȡ�90�m���T�F����ɫ���ٵĴּӹ�Ӳ�|�Ͻ��^�����m���ڲ��P䓵Ĵּӹ��ľ��ӹ���
����ʽӲ�|�Ͻ�Ƭʹ���f����
1������ʽ�������߽Y�����������Ą������Ą������� �����S�����γߴ��Լ������^�ߏ��ȵ��̖�͟�̎������C.
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178