| ��������P |
 |
�r��9500 Ԫ(�����) | �a�أ����� |
| ������ӆ����1�_ | �l؛�أ����� | |
| �ϼܕr�g��2018-03-21 10:41:21 | �g�[����361 | |
���ݳ��_�Ԅӻ���ɰ�O������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI����ϴ�������O�� | ��Ҫ�͑�������S�������S�������S���T��S�����ޏS�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:��� (����) | �֙C:18003052218 |
�Ԓ: |
����: |
| �]��:1271844569@qq.com | ��ַ:���_�h��Ϫ�������ԣï�����Ј�25-26̖ |
|
�������ô���P������䓳��P�Cе������䓳��P�O�����a�S�ң�䓽Y�����³��Pȥ���������퇊ɰ�C���݃r�� ���ϣ��oʼ��۵Ĵ_�������w����Ω�Ҫ��������e�Ĵ�ۣ��˂�Ҳ�S���l�F�������v�^Ѫ�����^������Ҳ���ܵ��^���{��Ψ��һ���oʼ���oՓ���l�c���锳���ā����]���˕��������ģ� �����^ȥ���^���Ľ��v������Ǵݿ����࣬�M��һ�У�һ·���ݵ��ף��oՓ�����l���oʼ���ȫ����һ���ƽ�������͛]��һ�c�đ��悉����ס����������oʼ�Ǿ��ǟo���Ĵ��Q�����ϵ��ª��𣬙M�߾���ʮ�أ���������������]���˸Ҕt�h���vȻ���������^�е�����Ҳ����Ĭ�����ֵ������Լ������P�ء� 



����䓳��P�ķN���P�������^�ã� �ֹ����P �ֹ����P�Ĺ��������^���P�����ε���䓽zˢ�ȣ����c�DŽڄӏ��ȴ��PЧ�ʵͣ�һ����0.2��0.5 m?/h�������h�����ӣ����y�Գ�ȥ����Ƥ��������PЧ�����ѡ�Ŀǰ���ֹ����P��Ҫ�����ھֲ�ȱ�ݵ����a���Լ��MСœ�ҡ���䓷������߅�������I���y�^���ֹ����P��ʹ���˹���ĥ�C��ɰ݆�C���P����䓽zˢ��ɰ���ȹ���ʩ�����ֹ����P��ȱ�c�DŽڄӏ��ȴ��P�|���һ����r�£������]ʹ��ԓ�������P��ֻ�����������������߂�ėl���²�ʹ��ԓ���������炀�e�������������b���صľֲ����P̎���ȡ��䳣�ù�����ɰ݆�C���P����䓽zˢ��ɰ���� �����Cе���P 1��С���L�ӻ�늄ӳ��P ��Ҫ�����н���ĥ��C��䓽zˢ���L��������P�����L�����P�N���X�����D���P���ȣ����ڰ�Cе���O�䣬���c�ǹ����p�ɡ��C���Դ����^�ص�ȥ���P���fͿ�ӵȣ����܌�Ϳ���M�д�ë̎����Ч�ʱ��ֹ����P�����ߣ����_1��2 m?/h�������ܳ�ȥ����Ƥ������ֲڶ��^С�������_�����|�ı���̎���|������Ч�^����̎���͡� 2������(ɰ)���P ��Ҫ���w������_�g���Ø��ɵ����_�������坍���m�˵Ĵֲڶȣ��O��������_ʽ����(ɰ)���P�C�����]ʽ����(ɰ��)����Շ���(ɰ)�C�����PЧ�ʸߣ��Cе�̶ȸߣ����P�|���á���������ĥ��һ�㲻�ܻ��գ�ɰ�����P������Љm�ң���һ���h����Ⱦ�����_�Cе���аlˮɰ���Ç�ɰ������ɰ���P�o�ۉm����ȫ��Q�h�����}��      ���_�Cе����䓳��P���������Ä�����Դ���ݗUʽ�՚≺�s�C�����_�Cе��͑����Ŀ՚≺�s�C���_ɽ�ݗUʽ�՚≺�s�C��ֱ�ͣ������졢�ܺĵ͡����Ҷ�����Ч�˜ʣ��|�����Ŀɿ���  �ݗUʽ�՚≺�s�C�����A�������ã�ֻ���һ���Դ�B�Ӽ����s�՚��B�ӣ���������sϵ�y����b������麆�����_ɽ�ݗUʽ�՚≺�s�C�����Ч�ܡ���Ч�ʡ���S�o���߶ȿɿ��ȃ��cʼ�K��һ�Ğ���и��I�ṩ���|�ĉ��s�՚⡣ 



䓽Y���ij��P�ȼ�����
һ��䓲ı����P�g�ͳ��P�ȼ��˜ʞ���Ҙ˜�GB8923-88��Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ����� �����˜ʌ����P�ȼ��ֳɇ��������P���ֹ���늄ӳ��P��������P���N��͡� ��������͒�����P������ĸ��sa����ʾ�����Ă��ȼ��� 1��䓲ı����P�g�ͳ��P�ȼ��˜ʞ���Ҙ˜�GB8923-88��Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ����� 2���˜ʌ����P�ȼ��ֳɇ��������P���ֹ���늄ӳ��P��������P���N��͡� 3������͒�����P������ĸ��sa����ʾ�����Ă��ȼ��� sa1�����p�ȵć��������P��䓲ı���o��Ҋ����֬���۹����o�����IJ��ε�����Ƥ���F�P������Ϳ�ӵȸ���� sa2�����صć��������P��䓲ı���o��Ҋ����֬���۹�������Ƥ���F�P�ȸ������������� sa21/2�����dz��صć��������P��䓲ı���o��Ҋ����֬���۹�������Ƥ���F�P������Ϳ�ӵȸ�����κΚ����ĺ��E�H���c���l����pɫ�ߡ�
����䓇�ɰ���P - Sa
��ɰ���Pǰ��ȥ���������еĺ��P�ӣ���Ҋ���ͣ�֬������Ҳ��ȥ������ɰ���P����摪�坍���o�҉m����м�� Sa1�� �p�ȇ�ɰ���P ���摪�o��Ҋ����֬������������ε�����Ƥ���F�P������Ϳ�Ӻ��s�|�� Sa2�� �صć�ɰ���P ���摪�o��Ҋ����֬���������Ƥ���F�P������Ϳ�Ӻ��s�|�������������������ι̡� Sa2.5�� �dz��صć�ɰ���P ���摪�o��Ҋ����֬���������Ƥ���F�P������Ϳ�Ӻ��s�|����������E�H�@ʾ�c���l�y����pɫ�ߡ� 













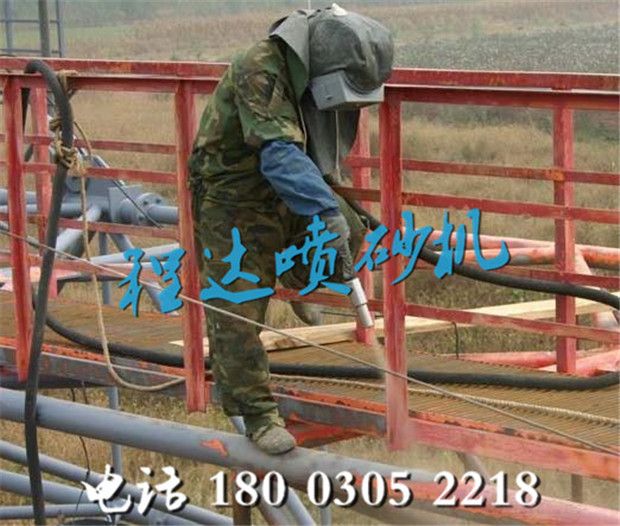



 
�_ʼ��ɰ���P�����C���L�ܳߴ���m�����s�՚�����㡣ÿ�·�ɰһС�K��e��ʩ������ǰ����҉m�͇�ɰ���ϡ��^�m��ɰ��ֱ�������^��ɰ�ꮅ���ϵ�� 䓽Y����ɰ���P����1����ɰ���x��ָ��ɰ����浽���ı����ֱ�����x���S����ɰ���x�����ӣ�ĥ�ό����ı���ě_ˢ���Üp����ͬ�rĥ�Ϸ�ɢ��ԓ�������x��ȡ�Q�ڇ�ɰ��ʽ���՚≺����С�Լ������ľ��w��r�����m�ľ��x����ʹ�����_��һ���Ĵֲڶȣ������^�ߵć�ɰЧ�ʣ�ͬ�rҪ����ĥ�Ͻo������ɺܴ�ĉ������ͱ�����l��׃�Ρ�һ�������100��300mm�ķ����ȡ�������ɰ���x������ʽҪ�L�� ��2����ɰ�Ƕȣ�ָĥ�χ�����S���c���ı���ĊA�ǣ���������60��75�ȵķ����ȣ�Ҫ�����90�ȡ��Է�ֹɰ��Ƕ����档 ��3���՚≺�����ԉ��s�՚����������o��ɰ�b���M�ڵĉ������S�������ߣ�ĥ�χ����ٶ����ӣ�������_ˢ���üӄ���ĥ����������ߡ���ˉ������x��Ҫ���]��ĥ�ϵĴּ�������������ֲڶȵ�Ҫ����ʽ��ɰһ���0.3��0.5Mpa������ʽ��ɰ��0.5��0.6Mpa������ʽ��ɰҪ���]����ɰ���^�L��ɵĉ����pʧ�����m����߉����� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178