


【友誠管業 賈經理:18713773377】
我公司為您轉載新聞資訊:
南京市環保局污染防治處相關負責人介紹,一級防控的限產企業共有43家,防控期間,由各區(園區)負責監管,每周向南京市環保局上報落實情況。
此外,《方案》要求,在防控期間南京全市所有燃煤電力企業必須燃用含硫率低于0.6%的優質煤炭。“一般市民生活用買的煤含硫量在1%左右,2014年南京提出電力企業用煤含硫量是0.7%,而今年冬春防控期間,所用的再降0.1%,從能源清潔上也提出了最嚴格的要求。”
《方案》還要求,南京今年的秋季秸稈禁燒巡查期延長至12月底,并嚴格落實秸稈禁燒責任制。氣象部門也將積極實施人工增雨作業,以改善空氣環境質量。

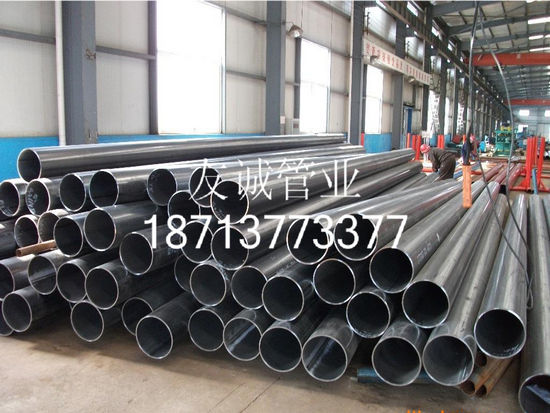
公司主要產品分三大類: 直縫鋼管生產線兩條,產品規格Ф114.3mm—Ф508mm,壁厚3.58mm—16.3mm。螺旋管生產線十條,產品規格Ф219.1mm-Ф3000mm,壁厚5mm-30mm。石油專用油套管生產線兩條,產品規格Ф60.32mm-Ф508mm壁厚4.24mm-16.3mm。以及配套防腐保溫生產線兩條。鋼管年產量達50萬噸。產品可執行標準:如API 5L、API 5CT、ASTM、EN10219-2、GB/T9711、3091-20081、3793-2008、14291-2006等國際最新標準。產品鋼級包括:GRB、X42、X52、X60、X65、X70、J55、K55、N80、L80、P110、等鋼級。產品廣泛用于石油、天然氣、煤氣、煤礦、機械、電力、打樁等用途。
大口徑直縫焊管主要生產流程說明:
1. 板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,最后形成開口的"O"形
5. 預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;
6. 內焊:采用縱列多絲埋弧焊(最多可為四絲)在直縫鋼管內側進行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;
8. 超聲波檢驗Ⅰ:對直縫焊鋼管內外焊縫及焊縫兩側母材進行100%的檢查;
9. X射線檢查Ⅰ:對內外焊縫進行100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對埋弧焊直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;
11. 水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12. 倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產生的缺陷;
14. X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進行此項檢查以發現管端缺陷;
16. 防腐和涂層:合格后的鋼管根據用戶要求進行防腐和涂層