
浙江省舟山市【鋼筋籠纏繞機】價格服務好



于此前市場預期的106.1億美元,從側面印證了全球經濟增長預期良好。而從我行業自身的情況看,歷經5年的深度調整,機械設備行業自2016年下半年也已開始步入快速增長階段。整個機械設備行業從去年三季度以來,呈現出持續高速增長。據中工程機械工業協發布的相關數據顯示,今年9月,內主要挖掘機制造企業共計銷售各類挖掘機約1.05萬臺,同比增長92.3%。而今年前9個月,內挖掘機累計銷更是超過10萬
關聯股東陜西建設機械(集團)有限責任公司(以下簡稱“建機集團”)將在股東大審議本議案時回避表決。(二)公司2015年度日常關聯交易的預計和完成情況2015年2月15日召開的公司第五屆董事第五次議審議通過了《關于公司2015年度預計日常關聯交易事項的議案》,該議案后經2015年3月10日召開的公司2014年度股東大審議通過。2015年公司日常關聯交易實際完成情況具體如下:單位:萬元幣種:

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。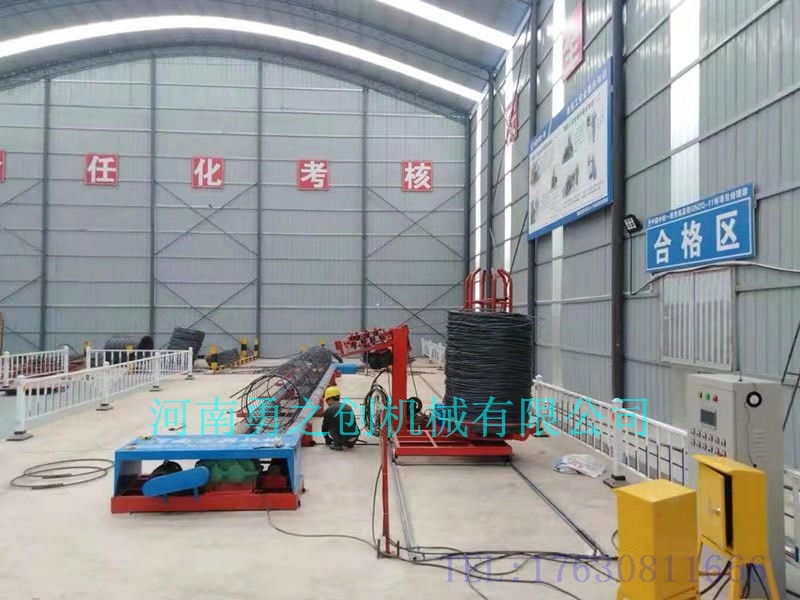
議關注競爭優秀的公司,傳統設備領域關注市場份額穩健擴張、盈利能提升、資產負債表修復的龍頭企業,成長行業我們建議關注行業景氣度高、高增長標的。工程機械觀點:今年以來,工程機械行業強勁復蘇,業績改善,但個股沒有特別突出的表現,從中報情況來看,我們認為主要是行業龍頭企業在處理歷史包袱,資產負債表的修復給企業的凈利潤率的造成了壓制。我們預計工程機械行業的復蘇將持續2-3年,穩定的復蘇動主要來源于
滑趨勢,主要系電梯行業進入緩慢增及原材料價格上漲所致。三項費用合計8.63%(其中銷售費用,管理費用,財務費用分別為1.93%,6.91%,-0.21%,分別同比+0.11
c,+0.27
c,-0.06
c),同比+0.32
c,維持在較低水平。下游房地產復蘇,主業電梯轎廂業務有望受益公司主營業務為電梯箱體,占比達80%以上,下游電梯廠商需求受房地產市場影響頗大。2017年1-2
浙江省舟山市【鋼筋籠纏繞機】價格服務好
兩機頭彎曲中心
2-32鋼筋彎曲中心
浙江省舟山市【鋼筋籠纏繞機】價格服務好

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
兩機頭彎曲中心
浙江省舟山市【鋼筋籠纏繞機】價格服務好
財富邏輯比特幣突破6000美元整數位心理關口創紀錄新高|xv00|1c22bba3b844c21c943b6024389行業重要資訊:2017年智能制造試點示范項目名單公布。近期,工信部發布了《2017年工業轉型升級(中制造2025)資金(部門預算)項目指南的通知》,根據目前中制造2025整體進展,制定了包括物聯網、新材料、智能家電和高端消費電子、工業控制安全保障能、嬰幼

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

浙江省舟山市【鋼筋籠纏繞機】價格服務好
2-32鋼筋彎曲中心
,465.694,077,242.01訴訟費388,651.50166,092.43董事費236,400.00240,000.00研發費用28,093,913.8715,111,548.44業務招待費5,448,004.573,948,793.5159/892013-2014年度財務報表附注折舊費4,975,915.433,951,396.04無形資產累計攤銷1,566,339.801,052,

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
浙江省舟山市【鋼筋籠纏繞機】價格服務好

浙江省舟山市【鋼筋籠纏繞機】價格服務好。