
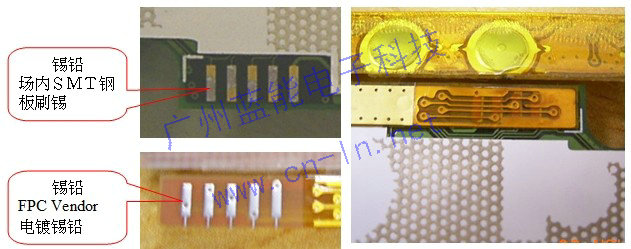
熱押制程:使用熱能,加溫PCB & FPC錫鉛使其熔融.待錫鉛凝固后接合PCB與FPC。
一、熱壓頭工作區(qū)域——脈沖熱壓機熱壓頭工作區(qū)域
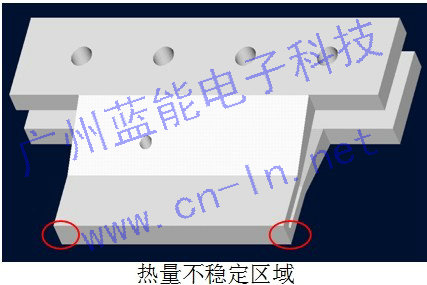
1、 使用熱壓頭時,熱壓頭兩側(cè)為熱量散失最快區(qū)域,故我們并不會使用熱壓頭兩側(cè)做為熱壓區(qū)域,避免有熱壓不完全或是熱壓不穩(wěn)定之情況發(fā)生。(實際量測時,臺制熱押頭有機會溫差在10~15度,或是更大)
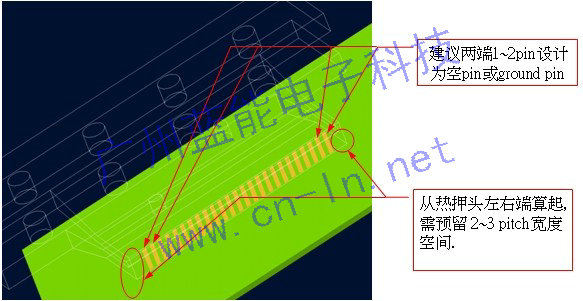
2、 由于熱押頭左右兩側(cè)散熱快,建議兩側(cè)從邊緣向內(nèi)預留2~3 pitch的距離,避免發(fā)生左右側(cè)最外pin腳時常發(fā)生焊接不良。
3、 建議左右pin設計為ground pin或是空 pin,因為最旁兩側(cè)熱押后吃錫性較差。
廣州藍能電子,最專業(yè)的Hot bar機制造商
二、Pin & Pitch
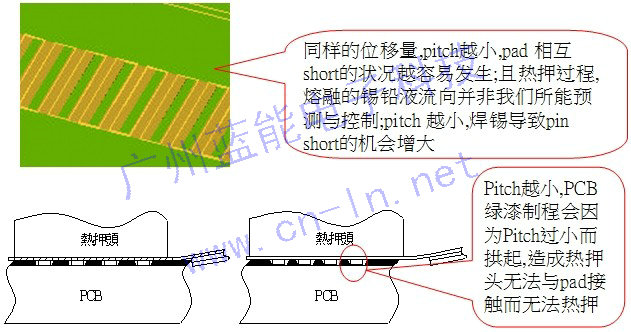
1、Pin的寬度關系制程的容忍度;Pin越細,相對我們對FPC shift(FPC與線路板的拉拔力,F(xiàn)PC越小,拉拔力越小)與FPC皺折容忍度越小(FPC太窄容易斷)。常使用的pin 寬大約在0.4~0.5mm。
2、 Pitch 寬度關系位移的容忍度之外,另外關系PCB綠漆制程影響熱押制程。常用的Pitch大約為1.0~1.1mm.。
3、 Hot bar機熱押制程同時熱押pin數(shù)并非無限制。熱押pin數(shù)理論值是28 pin以下,,目前場內(nèi)熱押pin數(shù)最多為24pin。建議pin數(shù)設計不要超過24pin(pitch定要設計為1.1mm)。
&金手指基本PITCH約1mm﹐最小不低于0.8mm
&金手指總長+4mm=錫壓頭長度
&3、錫壓頭長度+2mm=壓頭的最近物件安全距離
&錫壓頭寬度=2/3金手指寬度 廣州藍能電子 www.cn-ln.net,最專業(yè)的Hot bar機(脈沖熱壓機)制造商
三、Hot bar機PCB vs 熱押制程
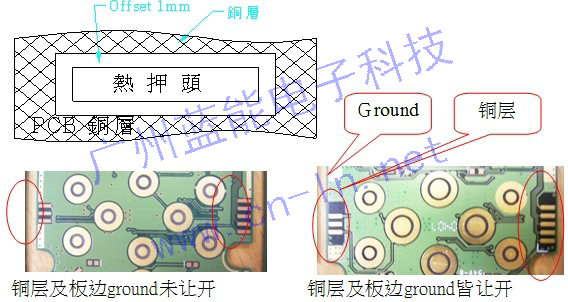
1、 PCB上會在最上層鋪上銅層,但是銅是最好的熱導體不利于熱押制程;建議熱押處避免鋪上銅層.另外板邊的ground 也必須要讓開。
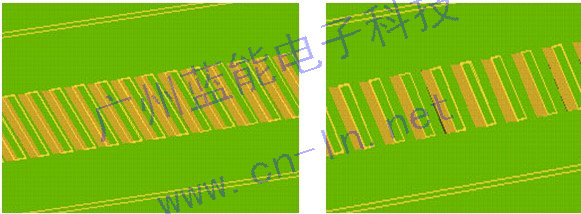
2、 建議Pad之線路線寬不要與pad同寬。這樣會導致該Pad熱量散失比其它pad快;如此該Pad容易產(chǎn)生吃錫性不良。

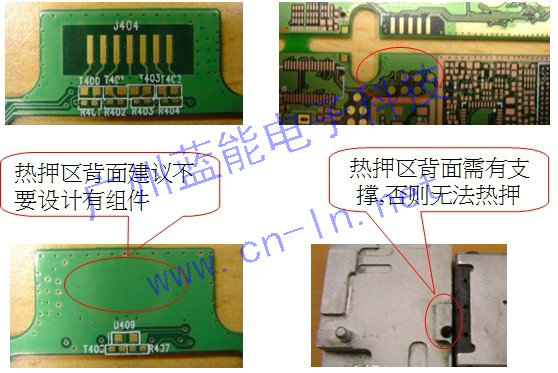
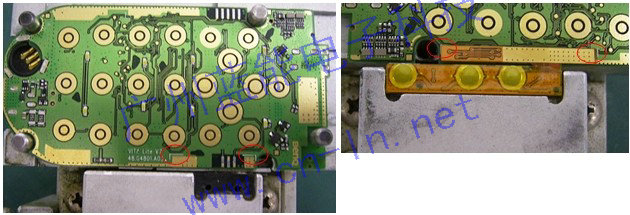
3、 建議Hot bar機熱押處背面不要SMT component;因為熱押過程,會損壞PCB背面組件,造成不良。
4、 建議PCB在熱押處劃白線,幫助熱押時FPC對位。
廣州藍能電子科技有限公司www.cn-ln.net擁有30年精密熱壓焊的技術(shù)和經(jīng)驗,核心技術(shù)Hot bar機在國內(nèi)享有盛譽。完全有能力為客戶找到最完善的點焊解決方案。公司設有工藝實驗室,歡迎前來試樣。